
【ガラスフュージング実験】ティントシリーズで焼成色サンプルを作ったら見えてきた4つの大事なポイント

ガラスフュージングはただガラスを丸く溶かすだけでなく、形状を残して溶着するタックフュージングが出来るようになると、作品の展開がかなり広がります。
今回は、ガラスフュージングの中でも特に「タックフュージング」と「フルフュージング」をテーマに、僕が実際にBULLSEYE GLASSのティントシリーズ21色の焼成サンプルを作ってみた時に気づいた大事なポイントをまとめてみました。
フュージングを楽しんでいる方なら誰もが一度はガラスの形状を残して角だけ丸みを帯びた感じみたいなタックフューズに挑戦してみたをことがあると思います。
ですが、実際にやってみると「思っていた形にならない」「割れた」「色が沈まない」など、なかなか一筋縄ではいきませんよね。
今回の焼成色サンプルはフルフュージングしたパーツをタックフュージングするという、皆さんがよく使う方法をやってみました。
今回の記事ではその中で、**僕がサンプル制作中に発見した“4つの重要ポイント”**を順に紹介していきます。
本記事の内容を動画で解説
1. 丸くきれいなフルフューズ玉を作るコツ
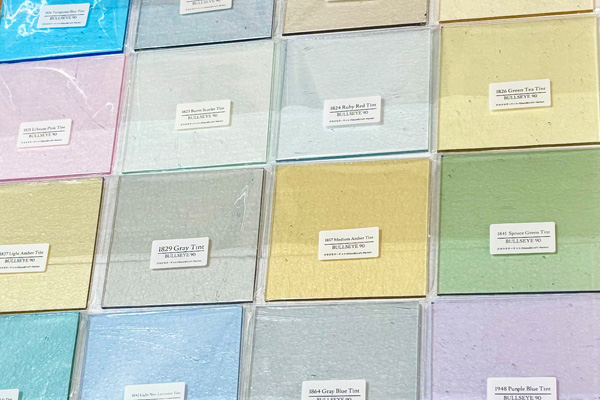
今回使ったのは、アメリカ・ブルズアイ社の「ティントシリーズ」。
淡い色合いがとても可愛らしく、人気の高いシリーズです。
グラクラマーケットではこのティントシリーズを21色扱っているのですが、せっかくなのでその全色で調整サンプルを作ることにしました。
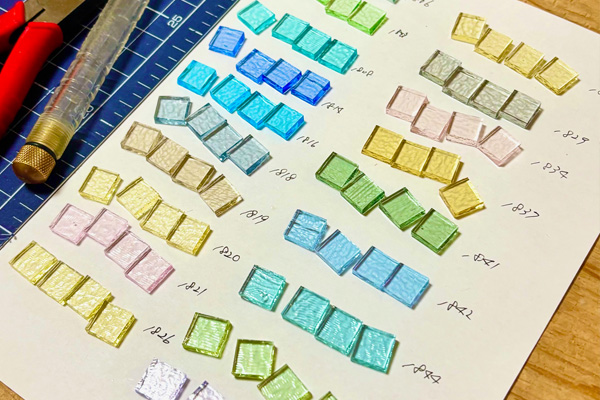
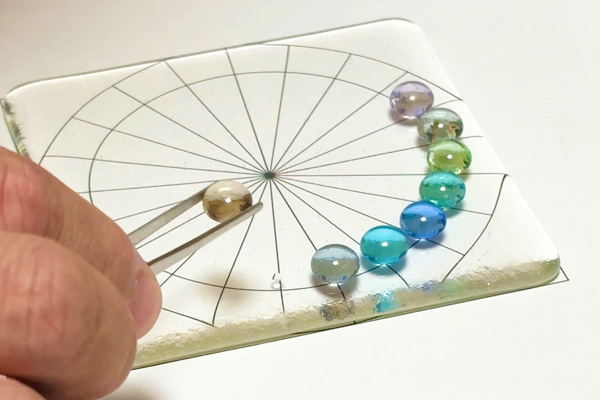
まずは各色を約1cm角にカット。
この小さなガラスをフルフューズして“まんまるの玉”を作ります。
ここでひとつ目のポイントです。
カットは正確に、できるだけサイズを揃えること。
仕上がりをそろえるためには、まず元のサイズをきっちり整えること。
1cm角といっても、カットのズレが後々仕上がりの形に影響します。

そしてもう一つのポイントは「摩擦」。
ガラスは焼成中に「縮み」ますが、離型紙との摩擦があるので丸になるのに少し妨げとなります。
今回のように1cm角だとそこまで問題にはなりませんが、もう少しサイズが大きいとまん丸にならずに四角みが残ったりすることがあるんです。
この摩擦を減らすために、僕は離型紙にパーフェクトプライマーを軽くスプレーしました。
これにより、ガラスと離型紙の摩擦が減り、より滑らかにきれいな丸い形に仕上がります。
つまり、ガラスが縮みやすいようにしてあげるということです。

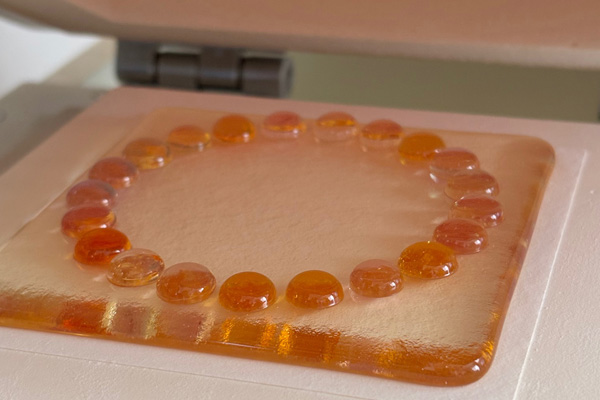
この工程で焼成したのが、約800℃で焼いた“ぷっくり丸いフルフューズの玉”。
ティントシリーズ特有の淡い発色がとてもきれいですね。
パーフェクトプライマー(離型剤)
高温でのフュージングにも対応のスプレー式離型剤です。 焼成後ガラスに白い跡も残りにくく、通常のフュージングから「カルアドヴェール(カラードヴェール)」などモールドの微細なテクスチャーを再現するのにも適しております。。
2. 思い通りのサイズでフルフューズ板を作る方法
次は、これらの玉を並べるためのベースガラスを作ります。
ここで目指したのは、10cm角でピシッと仕上がるフルフューズ板。
ここでも重要な理論が出てきます。**「6mmの法則」**です。ガラスはフルフューズ状態になると「厚みが6mmに近づこうとする」性質があります。
つまり、最初から合計で6mm厚にしておけば、焼成後に伸び縮みせず、狙ったサイズで仕上がるということです。



たとえば、
・3mmのガラスを2枚重ねれば合計6mm。
・最初から6mm厚の板ガラス(ブルズアイのテクタなど)を使えば、そのままのサイズで焼き上がる。
僕は透明ベースには6mmのテクターを、白ベースには3mmのクリア+3mmの白を使用しました。
こうすることで、どちらも焼成後にサイズがほぼ変わらず、きっちり10cm角の板が完成します。
✅ ポイント:6mm厚で焼けば、サイズが変わらない。
3. タックフュージングの温度と徐冷時間の考え方
さて、いよいよ本題のタックフュージングです。
タックフュージングとは、完全に溶かしきらず、ガラスの形状をある程度残したまま溶着させる技法。
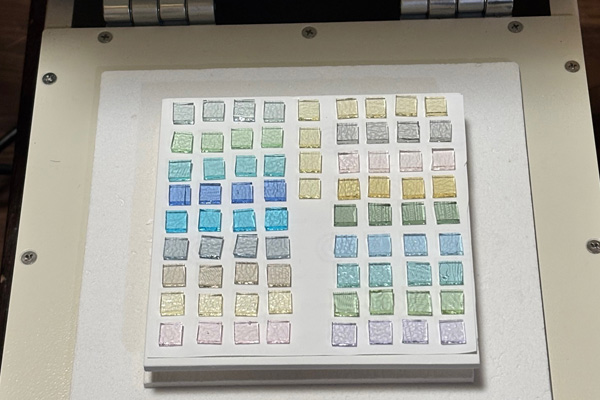
今回は先ほど作った丸いティントの玉を、10cm角のベース板に円形に並べ、タックフューズしていきます。

焼成温度はトップ720℃で10分キープ。
これは僕の過去の実験データから「これぐらいなら玉が半分ほど沈み込む」と予測して設定した温度です。
実際に焼成してみると、狙い通り!
上の玉が下の板に半分ほど沈み込んで、ちょうどいい立体感が出ました。
ここからが最重要ポイントです。
タックフュージングとフルフュージングとで徐冷時間って同じでいいの?
ガラスは冷ます過程(徐冷)で内部応力が溜まると、冷めた後にパキッと割れてしまうことがあります。
そのため、温度を一気に下げるのではなく、一定温度でしっかり時間をかけて「ガラス内部の温度差を均一にする」必要があります。
ブルズアイが公開している「厚みと徐冷時間の目安表」では、
Annealing Thick Slabs ←ここからダウンロードできます
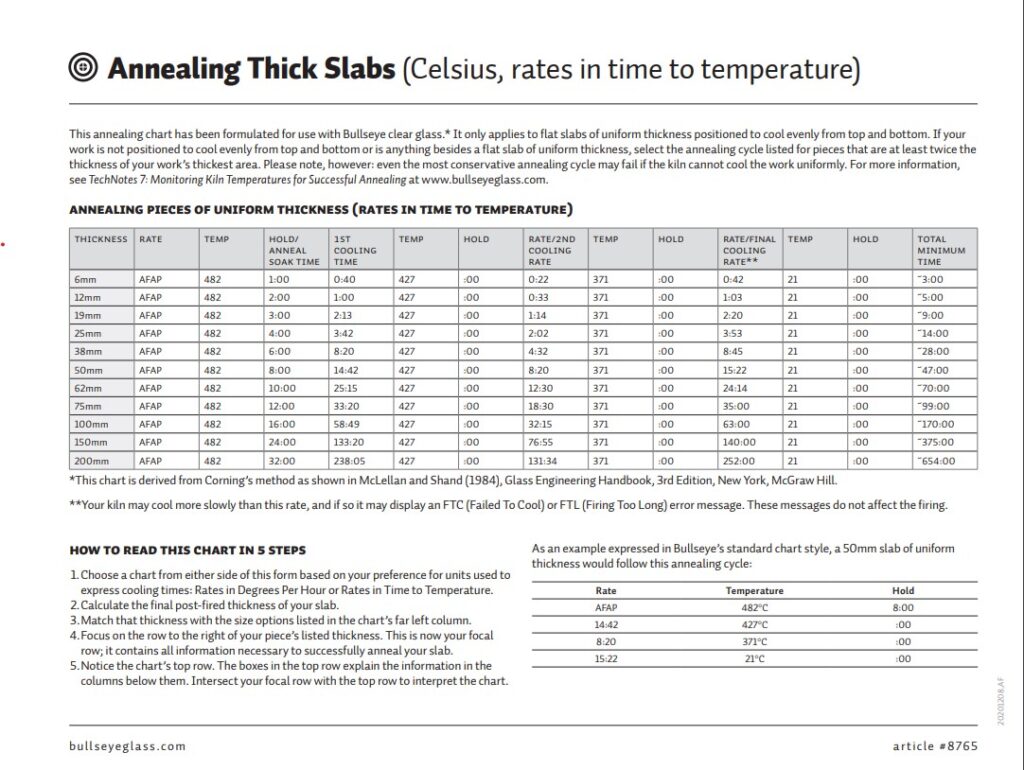
厚み6mm → 482℃で1時間
厚み12mm → 482℃で2時間
といった目安があります。
今回のサンプルは「ベース6mm+玉の沈み込み分3~4mmで、一番分厚いところは約9〜10mm」。
つまり、そのまま表でみると1時間半〜2時間が目安と考えられます。
ですが、僕はあえて3時間の徐冷時間を取りました。
なぜか?
それは、タックフュージングでは厚みが均一ではないからです。
ブルズアイの表にも注意点として記載があります
平坦な6mm板なら1時間でOKですが、今回のように場所によって厚みが違う(6mm部分もあれば10mm部分もある)作品では、最も厚い部分の2倍の厚みに相当する時間を取るのが安全。
つまり、10mm厚なら19mm相当=3時間が目安になるわけです。
✅ 厚みの違うタックフュージングでは「一番厚い部分×2」の徐冷時間を取る。
この点を見落とすと、タック作品が「冷めた後に割れる」というトラブルに繋がりやすくなります。
フルフューズでは割れないのに、タックでは割れる…という方は、この徐冷時間を見直してみてください。
4. クリアベースとホワイトベースの違い ― 白は溶けにくい!
最後のポイントは、「クリアと白のベースガラスの違い」です。
同じプログラムで焼いたのに、出来上がったサンプルを比べると、
白ベースの方がわずかに高さが残っていることに気づきました。


これはなぜか?
答えは単純で、白のガラスはクリアよりも溶けにくいからです。
同じメーカーの同シリーズでも、色によって溶けやすさが違うのです。
特に白は、他のどの色よりも粘性が高く、溶けにくい特性があります。
そのため、同じ温度設定で焼いても、白ベースでは玉がやや沈みにくくなります。
✅ 白ガラスはクリアガラスよりも溶けにくい。
これはフルフューズでもタックフューズでも共通の現象。
「同じ温度で焼いたのに仕上がりが違う」と感じた時は、ガラスの色による溶融特性の違いを疑ってみましょう。
まとめ:タックフュージングの成功ポイント4つ
今回、ティントシリーズ21色を使って調整サンプルを作る中で、あらためて重要だと感じたポイントをまとめます。
| ポイント | 内容 |
|---|---|
| ① カット精度と摩擦対策 | サイズを揃え、棚板にパーフェクトプライマーなどを使用して摩擦を減らす |
| ② 6mmの法則 | 焼成後のサイズを維持したいなら、厚みを6mmにする |
| ③ 徐冷時間の考え方 | 厚みの違う作品では「一番厚い部分×2」の厚みに相当する時間を取る |
| ④ 白ガラスの性質 | 白はクリアより溶けにくい。焼成結果に差が出るのは自然なこと |
この4点を意識するだけで、タックフュージングの成功率はぐんと上がります。
特に徐冷時間の取り方は、フュージング経験者でも見落としがちなポイント。
「割れる」「ヒビが入る」というトラブルがある方は、ぜひここを見直してみてください。
おわりに
ガラスフュージングは「温度」「厚み」「色」――この3つのバランスで結果が大きく変わります。
理屈を理解して実験を重ねるほど、思い通りの作品が作れるようになります。
今回のティントシリーズ焼成色サンプルは、見た目にも可愛らしく、インテリアとしても楽しめる作品になりました。
ガラスフュージングの奥深さを感じながら、ぜひ皆さんもご自身の工房で実験してみてください。
このブログでは、こうしたガラスフュージングの実験・検証・ノウハウを発信しています。
これからも一緒にガラスを楽しみましょう!
それではまた次回のブログで。
人気記事 【初心者向け】ガラスフュージングの始め方|必要な道具と消耗品