
四角いガラスはどれくらいのサイズまで丸くすることができるのか

ガラスフュージングを始めるとまず最初にガラスをまん丸に焼成するというところからスタートすることが多いと思います。
カット後、角ばってたガラスがフルフュージング(800℃前後)で焼成するとプックリまん丸になる様子は見てるだけでもテンションが上がりますよね。
1cm角の四角いガラスを焼成し表面張力でまん丸にするというガラスフュージングであれば、ピアスなどアクセサリーパーツにしたり、他のフュージング作品のパーツとして使ったりすることができます。
まん丸のガラスってカワイイし何かと重宝しますよね。
では四角いガラスは何cm角まで電気炉の中でまん丸になってくれるのでしょうか
数センチになると丸くならなさそうだからガラスを丸くカットしなきゃ
四角いガラスをずらして重ねて星形みたいにして丸に近いスタイルで焼成しなきゃ
なんて思っておられる方も多いかと思います。
というわけで今回は、四角いガラスをいろんなサイズ用意してどこまで丸くなってくれるのか挑戦してみました。
今回の内容を動画で解説
温度を上げるとガラスは表面張力で丸くなる
ガラスフュージングをされる方であればガラスが溶けてくると徐々に丸みを帯びてくることはご存知だと思います。
780℃とか800℃になってくるといわゆるフルフューズ状態、表面張力でガラスが丸くなろうとします。
まずは同じようにフルフューズでガラスをまん丸にするところからやってみましょう。
今回用意したのはブルズアイ0421ペタルピンク
販売されてるガラスの厚みは2mm厚と3mm厚の2種類があります。
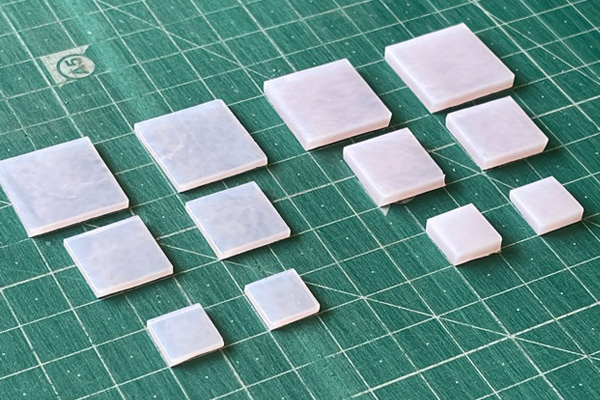
このガラスを各1cm角、1.5cm角、2cm角にカットして並べてみました。
まずはこのサイズを焼成したらまん丸になってくれるのかどうか。
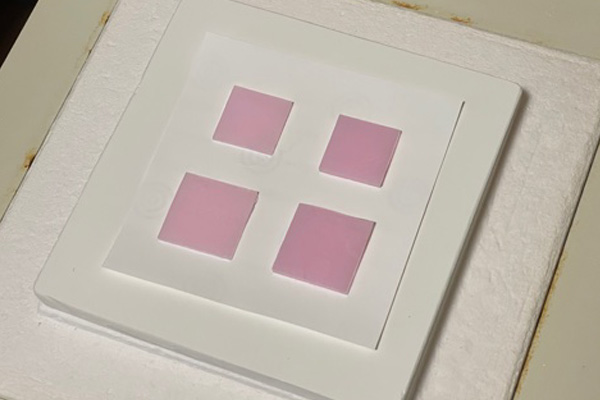
炉内には2パターンの焼成方法を用意
こんな状態で焼成することにいたしました。
上側が2mm厚の各サイズ、下が3mm厚の各サイズです。

あれっ!なんで2列もあるの?
思われた方もいらっしゃると思います。
実は2つとも並べたガラスの厚みと大きさは一緒なのですが、下に敷いた離型紙(セラフォーム)を変えております。
離型紙にパーフェクトプライマーを塗る理由

そうなんです。どちらも棚板の上に離型紙(セラフォーム)を敷き、その上にガラスを並べて置いているのですが、
向かって左の離型紙にはパーフェクトプライマーを塗布しております。
つまり離型紙にパーフェクトプライマーを塗ったものと塗ってないものでガラスの溶け具合を比べてみたいと思ったわけです。
これまでも離型紙にパーフェクトプライマーを塗るとどうなるのかはこのブログ、YouTube等でも解説させていただきました。
フュージング離型紙を焼成後のガラスの底面に付着させない方法 | グラクラBLOG
フュージング離型紙と離型剤の上手な使い方、フュージングガラスの焼成後ガラスの底面が白くなってしまう失敗を防ぐ方法を紹介いたします。フュージングでフルフューズ作品を制作する人や高い焼成温度をよく使う人は必見です。
本来離型紙を敷くだけでガラスと棚板の付着を防ぐことができるのですが、一つ弱点がありまして・・・
高温(フルーフューズなど)で焼成するとガラスの底に離型紙がこびりついてしまうことがある。
これは高温になればなるほど起こる現象なのですが、つまりガラスが溶けて収縮するときに粉体化した離型紙を拾い上げてしまうんですね。
そうなるとガラスの底面がザラつき、研磨するしかツルッとさせる方法がなくなってしまいます。

そこで離型紙にパーフェクトプライマーを塗ってから焼成する。
そうすると離型紙に離型剤が塗ってありますから、ガラス底面に離型紙がくい込まずツルッとした底面に仕上がるわけです。
これはガラスをまん丸に焼成したり、フルフューズでプルっとしたガラスに焼成するときにとても有効な方法で、僕自身も高温でガラスを焼成するときには必ずやっております。
ガラスの底面もツルッと仕上げたいもんね。
フルフューズで焼成
というわけでまずは800℃で焼成してみることにしました。
イメージとしてはガラス自体まん丸になってくれるであろう焼成温度です。
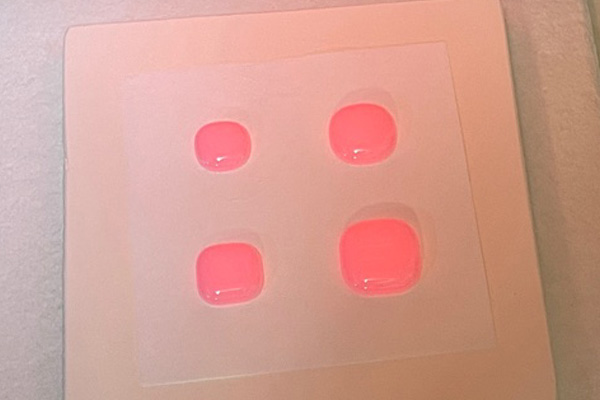
トップ温度でガラスの形状に違いが・・・

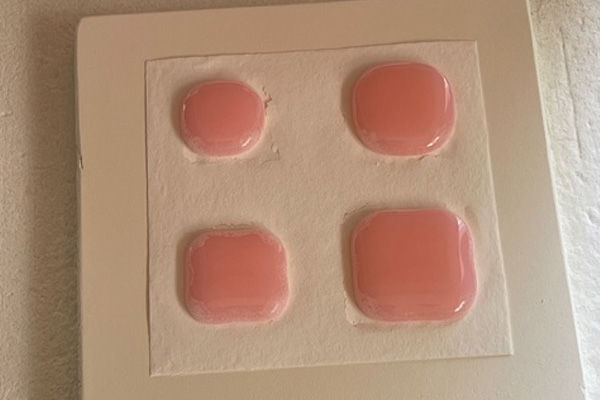
トップ温度で電気炉を開けて確認してみたら、左の列と右の列でガラスの溶けた形状が違っておりました。
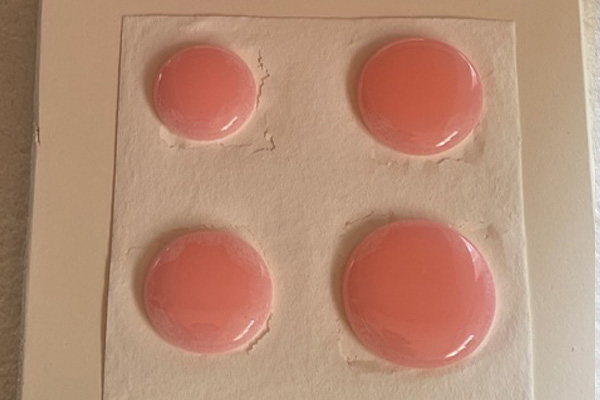
離型紙にパーフェクトプライマーを塗った方は、ほぼまん丸に焼成できているのに離型紙のみの右側は少し四角さが残ってる。
つまり同じ温度で焼成しても左右でガラスの形状に違いが出てるんです。
ガラスが縮む、伸びるの原則
さぁ、この2つの違いは何なのか?
焼成温度は一緒、ガラスの厚みもサイズも一緒。違いは・・・
離型紙にパーフェクトプライマーを塗ってるか塗ってないかのみ・・・
これを解明するのはガラスの特性を理解する必要があります。
ガラスはフルフューズ以上の温度帯では6mmの厚みになろうとする。
いわゆる「6mmルール」とか「6mmの法則」と言われるもので、ガラスが溶けて柔らかくなると重力や摩擦力の関係で全て6mm厚になるというもの。
これを焼成前のガラスの厚みから説明すると、
6mm以下の厚みのガラスは溶かすと6mmの厚みになろうとして縮み、6mm以上厚みのガラスを溶かすと6mmの厚みになろうとして広がる。
わかってきましたね。そうなんですあなたが焼成しようとしているガラスはその厚みから広がるのか縮むのかが最初からわかるのです。
これまで何となく感覚で「溶けて広がるかな・・・」「なんか縮みそう・・・」なんて思っていたガラスの焼成後の形状は縮むのか広がるのか最初からわかっていたのです。※もちろんフルフューズ以上の温度帯の話だよ
ガラスが縮むときの摩擦力
さて、今回の焼成で使ったガラスの厚みは2mm厚と3mm厚。
もうこれらのガラスが縮むか広がるかはわかりますよね。そうです今回のガラスは全て6mmより薄いので必ず縮みます。
最初の方で少しふれましたが、ガラスが縮むときに粉体化した離型紙をガラスが拾い上げて底面にこびりついてしまう現象。
もちろん今回の焼成でも同じことが起こってます。
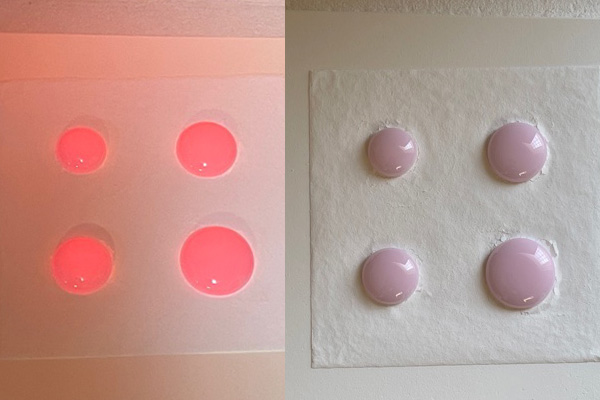
となると離型紙にパーフェクトプライマーを塗った方は底面に離型紙がこびりついてない状態、離型紙のみの方はガラス底面に離型紙がこびりついちゃってる。
もちろんガラスが冷めてからの底面の状態を見れば一目瞭然なのですが、ここで大事なのは「離型紙がこびりつかない=ガラスと離型紙の摩擦が少なくなってる」ということ。
そうなんです。今回同じ800℃で焼成したにも関わらず、右と左でガラスの溶け具合(形状)が変わっているのはこのガラス底面と離型紙との摩擦力の違いが原因だったのです。
少し話の内容がそれてしまいまいたが、大事なポイントは
ガラスを丸くキレイに焼成するには離型紙とガラスの摩擦力を少なくすること
フルフューズでまん丸ガラスを焼成するには離型紙にパーフェクトプライマーを塗ることをオススメいたします。
パーフェクトプライマー(離型剤)
高温でのフュージングにも対応のスプレー式離型剤です。焼成後ガラスに白い跡も残りにくく、「カルアドヴェール(カラードヴェール)」などモールドの微細なテクスチャーを再現するのにも適しております。
もっと大きいサイズの四角でも丸くなるのか?
さぁ、本来の実験を続けましょう。もっと大きな四角いガラスサイズでの焼成です。
先ほどより大きく、3cm角、3.5cm角サイズでも焼成してみます。
温度は同じく800℃、離型紙にはもちろんパーフェクトプライマーを塗っております。
果たして無事まん丸になってくれるのか・・・
やっぱりこのサイズだと無理なのか・・・
四角さが残ってしまってますね。でもここで終わるわけにはいきません。
「もっと温度を上げたら丸くなってくれるのでは?」
825℃まで上げてみました
見事まん丸になってくれました。
やはりサイズが大きくなるとまん丸になるまでに時間がかかるわけなんですね。
たとえ800℃であってももっと長い時間温度をキープしていたらまん丸になってくれると思います。
ただせっかちな性格なもんで・・・温度を上げるという選択をしました。
もちろん厚みは6mmになってますよ。
さらにサイズを上げたらどうなるのか
こうなるともっと大きいサイズでもまん丸になるのかどうか気になりますよね。やってみましょう!!

今回は4cm角と5cm角。「さすがにこのサイズでは無理なんじゃない?」なんて感じもします。
さぁ今度は最初からトップ温度を高めの825℃に設定
やっぱ無理か〜〜〜〜〜。四角さが残ってますね。
待てい!大きければ時間がかかる。もっと温度を上げてみよう!!
そこから840℃に設定。
丸くなった!!やはりイケますね。
実はもっと大きいサイズでも温度を上げれば丸くなるんです。もちろん厚みは6mmになります。
ただ、ガラスフュージングにおいてそこまで薄いガラスを無理やり丸くしなくても、
「小さいサイズで重ねて丸く焼成すれば良くね?」案件ですね。
ガラスの特性を知ると焼成しやすく
さて今回は少々パワープレイをしてみましたが、ガラスは溶けると6mmの厚みになろうとし、離型紙にパーフェクトプライマーを塗っておくとガラスが縮むとき離型紙を拾い上げず、そして離型紙とガラスとの摩擦力が減ってキレイな仕上がりになるということがわかっていただけたかと思います。
ガラスの特性を知ることによりガラスフュージングで使用するガラスサイズや電気炉内でのガラスの配置、出来上がりの厚みなど計画通りに焼成することができるようになります。
皆さんもガラスの特性を意識しながら新たな作品制作に挑戦してみてくださいね。
ガラスフュージングを楽しみましょう!!
人気記事 【初心者向け】ガラスフュージングの始め方|必要な道具と消耗品